
Description
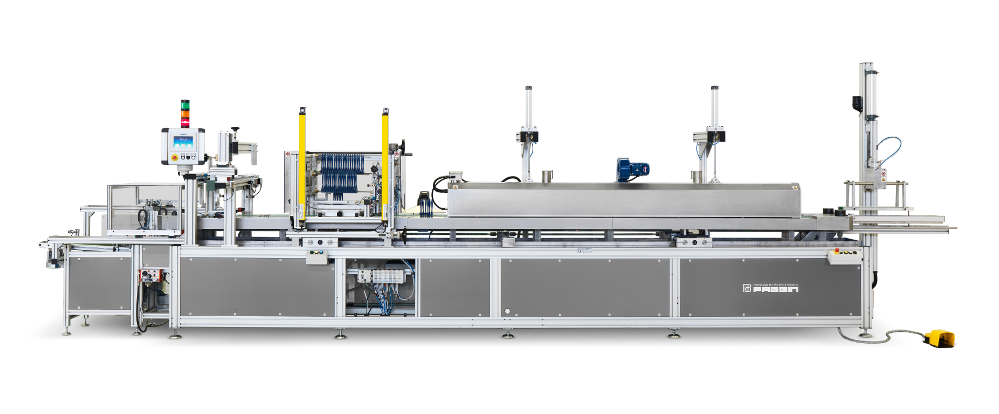
A conveyor belt moves the heads coming from an automatic assembling machine of the TPB series to an adjustable alignment point, on the basis of the head size. A gripper collects the head and insert it between 2 lateral transport belts and an underlying support belt for the fibers.
The opening of the belts to the required measurement can be motorized (optional). The heads proceed aligned and parallel to a centering system. Then the fibers are pushed to the final measurement using a calibrated pad, before the deposition of the resin.
A sturdy transverse carriage supports one or two heads of the resin deposition pumps, that can be equipped with dynamic or static mixer. The deposition can take place in one position (in the case of the smaller heads) or on a path of programmable length, alternately in the forward and return stroke. The cleaning of mixing pumps is performed by transferring the heads outside the line by a manual control. The axis movement is controlled by a stepper motor.
The resin filled heads then proceed towards the group of insertion of the handles. The handles are loaded on a rotating magazine equipped with 4 support rods. The rods feed the set group and once emptied the 90° rotation system, aligning the next rod. The support rods are removable and can be filled by the operator out of the machine. This system guarantees a remarkable capacity and autonomy.
The handle insertion group is made with short actuator runs, fast and accurate.
A hot air blower system accelerates the start of the polymerization. Then the assembled paint brushes proceed in a ventilated heating tunnel, controlled by thermocouples.
The brushes going out of the tunnel are then picked up by pliers and raised to be collected by the operator (optional)
The programming, control and storage of recipes take place on the large touch-screen display located on the pendant control console.
If an error occurs an extensive network of sensors provides the operator with precise directions to restore the proper functioning through graphic and textual indications.
The entire control system (PLC, servo drives, inverters, HMI, pneumatic valves, sensors), is connected to the Ethernet network.
Standard equipment
-
loading belt with adjustable patters
-
loading clamp pneumatically actuated
-
centering and alignment of the fibers through calibrated pads (8 sizes included)
-
1 programmable axis for positioning the resin deposition heads
-
automatic loading system of the handles with rotating magazine
-
hot air circulation tunnel, with thermocouples for temperature adjustment
-
electrical panel on the machine and pendant control console with touch-screen 7 “display with integrated router for remote support via the Internet
Optional equipment
-
opening of motorized belts
-
insertion gripper with programmable electrical control
-
hot air blower with diffuser and pneumatic actuator
-
Lifting clamp for outgoing brushes
